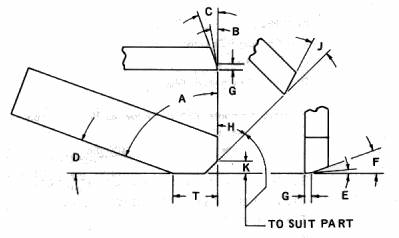
Genesee Blade Grinding Angles for Radial Hollow Mills |
Styles |
Blade Size |
A |
B |
C |
D |
E |
T |
F |
H |
J |
A L V G |
170 x 1/2 x 2 |
70° |
8° |
20° |
19° - 45' |
0° |
31/64 |
30° |
20° |
8° |
230 x 5/8 x 2 1/2 |
70° |
8° |
20° |
19°- 45' |
0° |
39/64 |
20° |
20° |
8° |
280 x 3/4 x 2 5/8 |
70° |
8° |
20° |
19°- 45' |
0° |
39/64 |
20° |
20° |
8° |
350 x 7/8 x 2 7/8 |
70° |
8° |
20° |
19°- 45' |
0° |
39/64 |
20° |
20° |
8° |
470 x 1 x 3 1/8 |
70° |
8° |
20° |
19°- 45' |
0° |
13/16 |
20° |
20° |
8° |
L-00, L-00-D
L-0, L-0-D
L-2, L-2-D |
110 x 11/32 x 1 1/4 |
70° |
8° |
20° |
19°- 45' |
0° |
17/64 |
35° |
20° |
8° |
170 x 1/2 x 2 |
70° |
8° |
20° |
19°- 45' |
0° |
31/64 |
30° |
20° |
8° |
230 x 1/2 x 2 |
70° |
8° |
20° |
19°- 45' |
0° |
31/64 |
20° |
20° |
8° |
R-1,R-2
R-3, R-4 |
110 x 11/32 x 1 1/16 |
70° |
8° |
20° |
19°- 45' |
0° |
7/32 |
35° |
20° |
8° |
170 x 1/2 x 1 13/16 |
70° |
8° |
20° |
19°- 45' |
0° |
7/16 |
30° |
20° |
8° |
230 x 1/2 x 1 13/16 |
70° |
8° |
20° |
19°- 45' |
0° |
7/16 |
20° |
20° |
8° |
T |
170 x 1/2 x 2 |
70° |
8° |
20° |
19°- 45' |
14° |
15/32 |
23° |
45° |
16 1/2° |
230 x 5/8 x 2 |
70° |
8° |
20° |
19°- 45' |
14° |
19/32 |
23° |
45° |
161/2° |
|